



Carman Haas matadata motora lāzera apstrāde
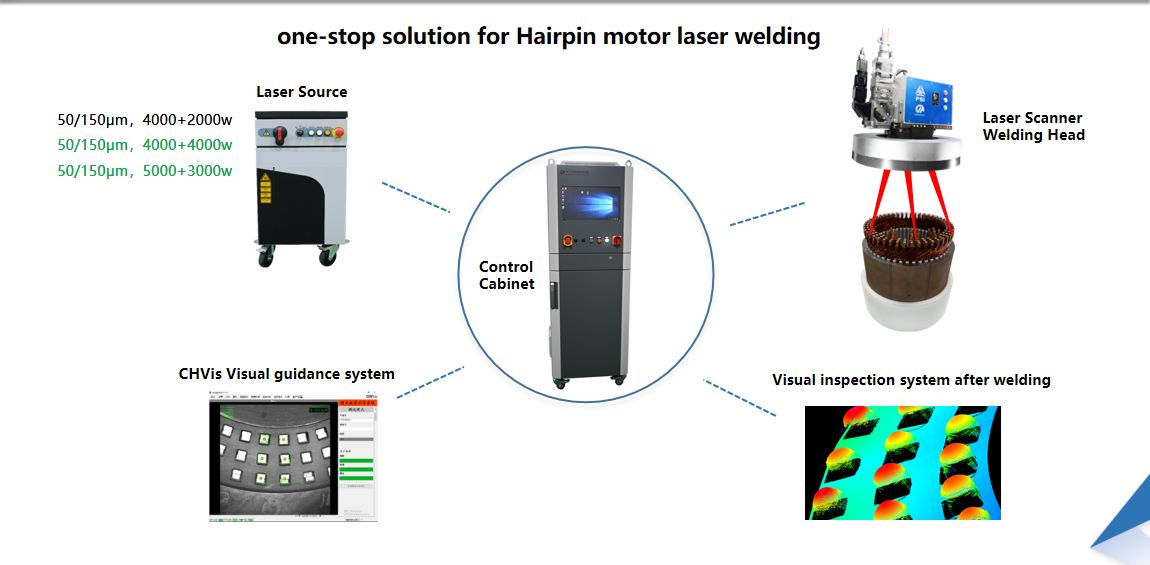
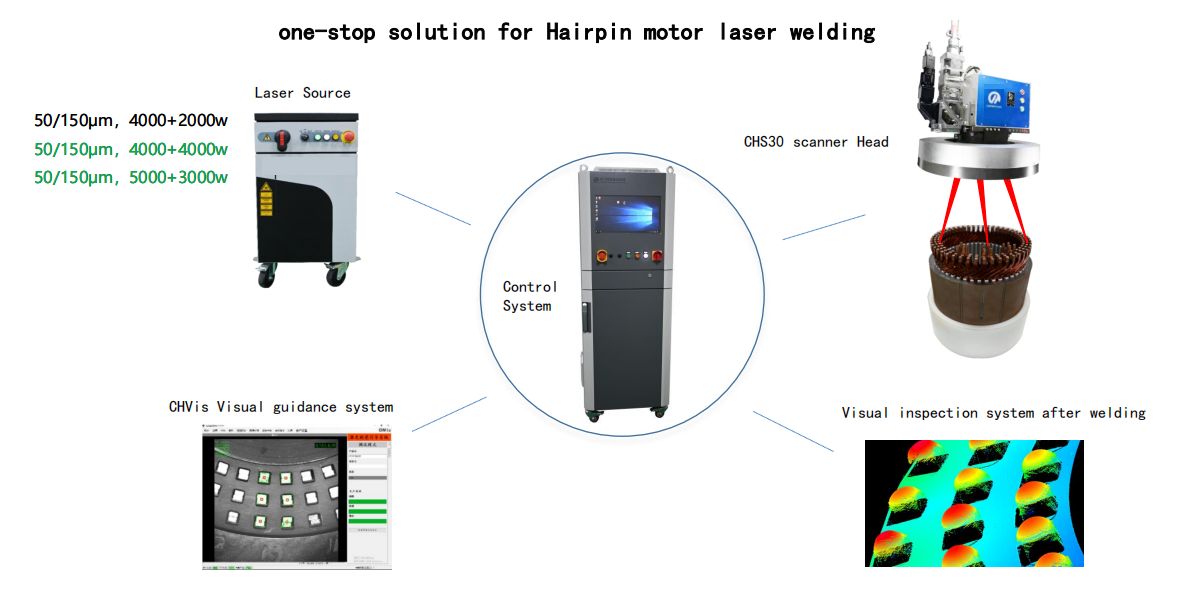
Jaunā enerģētikas nozare strauji attīstās, arvien vairāk klientu iesaistās Hairpin motoru ražošanā. Carman Haas ir izstrādājuši šo Hairpin motoru lāzera skenēšanas metināšanas sistēmu, reaģējot uz problēmām un vajadzībām, ar kurām saskaras klienti ražošanā. Klientu vajadzības ir apkopotas un galvenokārt ietver šādus četrus punktus:
1: Ražošanas efektivitātes pieprasījums, kam nepieciešami ātri sitieni un pēc iespējas lielāka saderība ar novirzes metināšanas punktiem, lai uzlabotu vienreizējās caurlaides ātrumu;
2: Prasība attiecībā uz metināšanas kvalitāti, izstrādājumam ir simtiem metināšanas punktu, nepieciešama augsta metināšanas punktu kvalitāte un izskata vienmērība, kā arī zems šļakatu daudzums metināšanas procesā;
3: Risinājums sliktiem metināšanas plankumiem, kā tos salabot, ja rodas tādi defekti kā metināšanas plankumu šļakatas un mazi metināšanas plankumi;
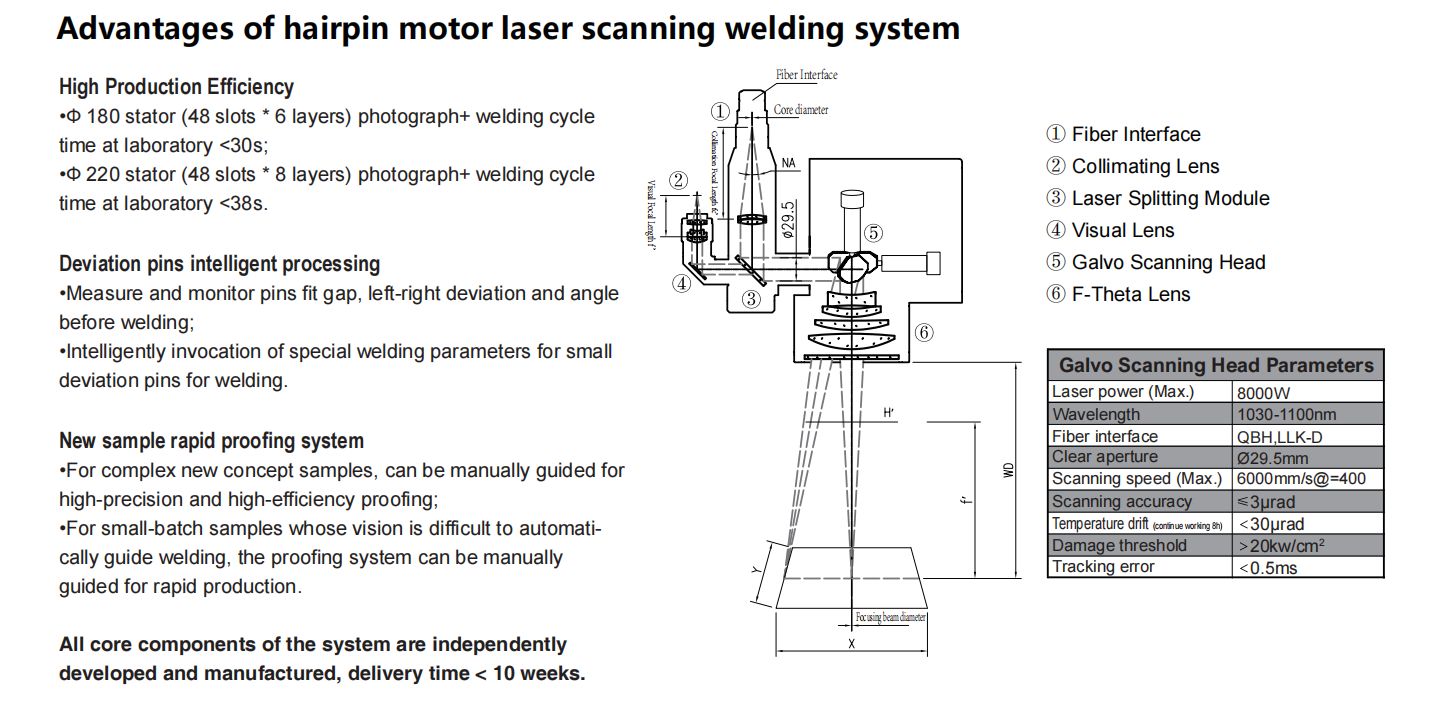
4: Pieprasījums pēc paraugu pārbaudes iespējām, konceptuālu jaunu paraugu izmēģinājuma ražošana, nelielu partiju paraugu ražošana oriģinālā aprīkojuma ražotāju (OEM) vidē, kā arī lāzermetināšanas procesu izstrāde un testēšana – tas viss prasa laboratoriju ar vairākām pārbaudes iekārtu komplektiem un bagātīgu pārbaudes pieredzi.
Augsta produktivitāte
1.Produkta tips: Ф220mm, kaila vara stieples izmērs 3,84 * 1,77 mm, 48 sloti * 4 slāņi, kopā 192 metināšanas punkti, kopējais cikla laiks: fotografēšana + lāzera metināšana <35s;
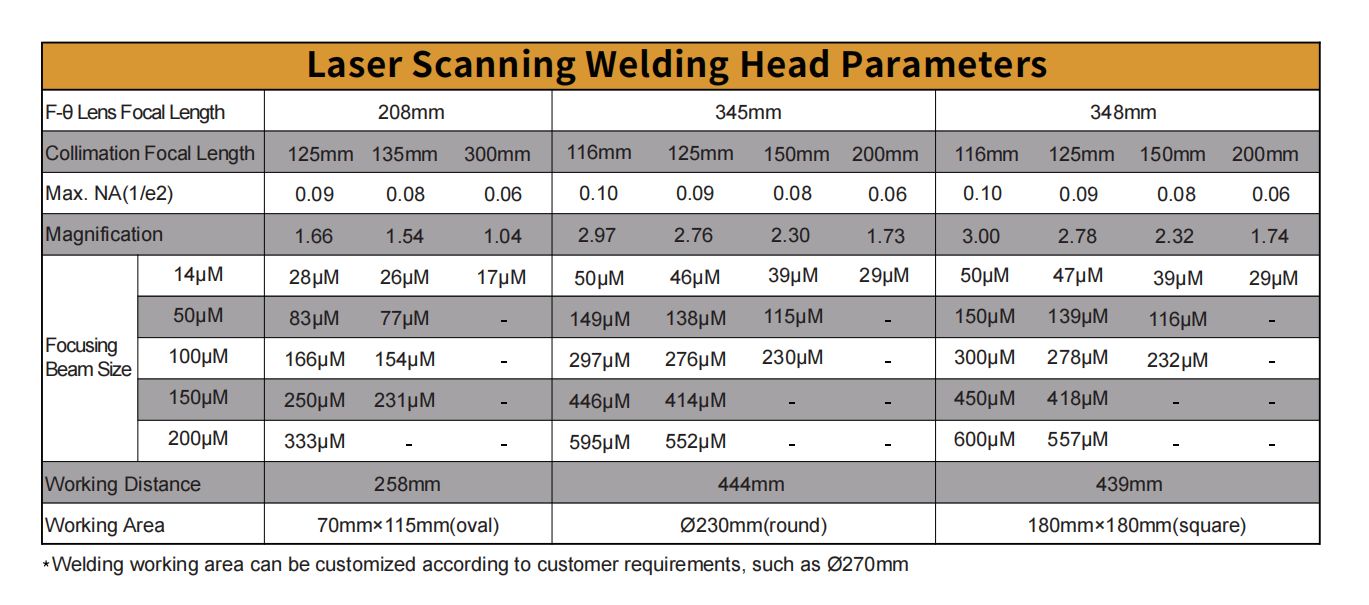
2. Skenēšanas laukums 230 mm, ne izstrādājums, ne metināšanas galviņa nav jāpārvieto;
3. Orientācijas izstrādāta redzes sistēma CHVis: plašs fotoattēlu klāsts, augsts veiksmes līmenis, augsta precizitāte;
4. Augstas jaudas lāzera metināšana: vienas un tās pašas specifikācijas tapas metināšana, lai sasniegtu tādu pašu metināšanas efektu, 6000 W nepieciešamas 0,11 s, 8000 W tikai 0,08 s.
Pārstrādāt tajā pašā stacijā
1. Šļakatas un mazus metināšanas punktus var apstrādāt, izmantojot CHVis;
2. CHVis vizuālās pārstrādāšanas funkcija: bojātu metināšanas vietu vai trūkstošu metināšanas vietu pārstrādāšana.
Metināšanas punktu viedā apstrāde
1. Tapu stieples novirzes mērīšana pirms metināšanas: CHVis redzes sistēma uzrauga tapu atstarpi, kreisās un labās puses nobīdi, leņķi, laukumu un citus stāvokļus pēc nostiprināšanas;
2. Metināšanas punktu novirzes intelektuāla apstrāde. Automātiski identificē metināšanas punktu novirzi un izsauc atbilstošos metināšanas parametrus;
Pozīcijas kompensācijas funkcija
Metināšanas plankumu izskata konsekvence:
• Lāzera slīpās krišanas izraisīto galvas novirzes fenomenu var kompensēt ar pozīciju;
• Var kompensēt atsevišķi radiālā un tangenciālā virzienā;
• Kompensāciju var veikt arī atsevišķi katram metināšanas punktam
Kvalitātes pārbaude pēc metināšanas
1.OK/NG metināšanas punktu skenēšanas mākoņattēls: nosaka kļūmju veidus, piemēram, metināšanas bedri, asus stūrus, metināšanas punktu novirzes un trūkstošus metināšanas punktus; nosūta kļūmju metināšanas punktu atrašanās vietas PLC un operatoram;
2. Augstuma starpības noteikšana pirms metināšanas.
Spēcīga laboratorijas izturēšanas spēja
1.Vairāki motora korektūras mašīnu komplekti;
2.Vision Guide korektūras sistēma;
3. Augsta vienas dienas korektūras ražošanas jauda.
Kārmana Hāsa orientācijā izstrādātā redzes sistēma CHVis.
Produkts: 48 sloti x 4 slāņi, kopā 192 metināšanas punkti, fotografēšana + metināšana: 34 s

